We are all familiar with some common metal forming technologies such as casting, forging and sheet metal forming. However, did you hear of metal powder compaction, press, and sinter or metal injection molding?
A watch dial case, a bronze bush, and a surgical implant all of these are tied with a common string which is metal powder. Yes, all of these components are manufactured using metal powders as starting raw material.
Powder Metal Compaction
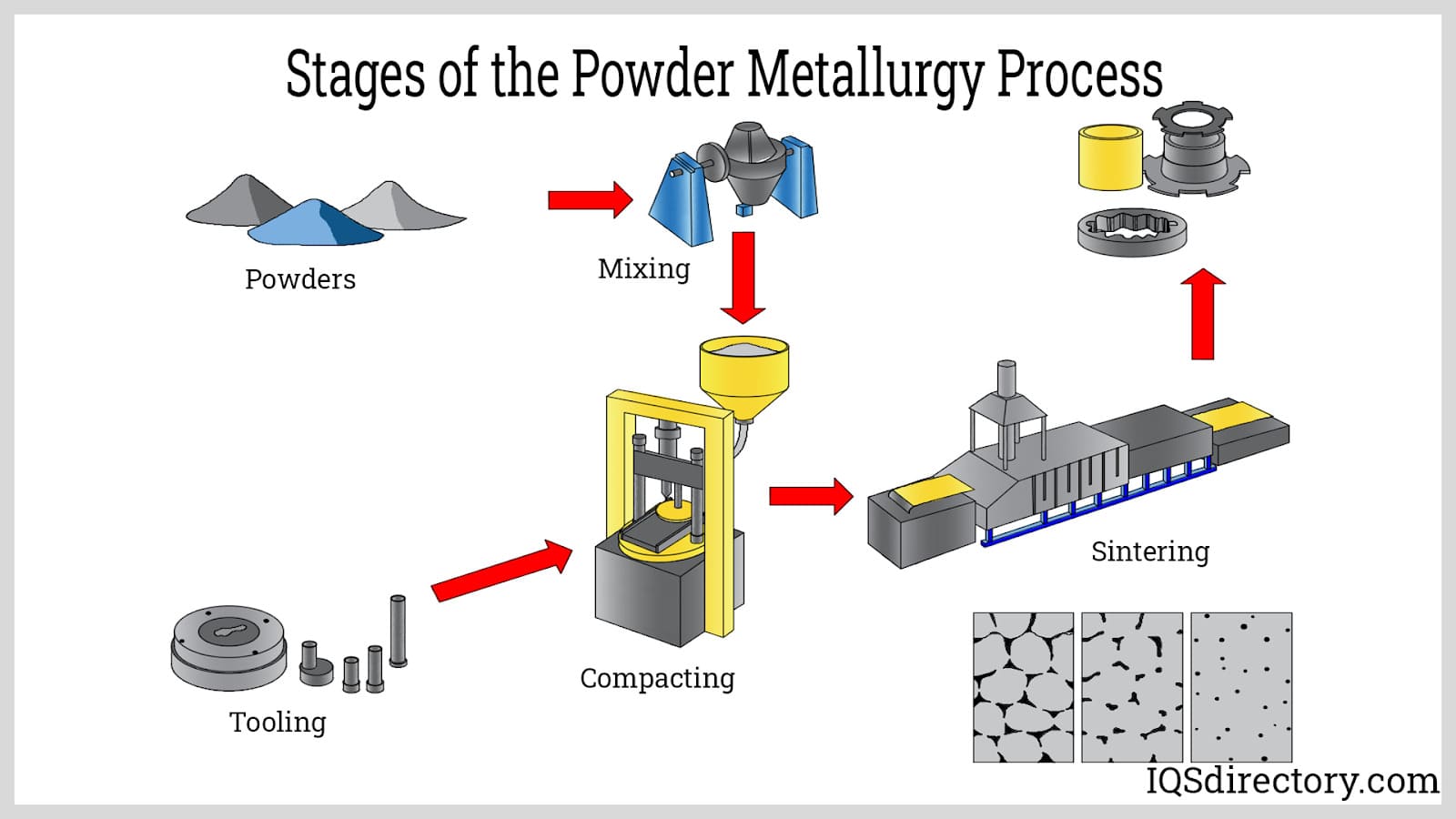
Metal powder is produced with a technology called atomization. The metal powder is mixed with a lubricant or some other process additive, and now the powder metal is on its way to the compaction stage. A rigid toolset, a die, or some other form-pressing mechanism finally presses the powder until it assumes the desired shape. The metal powder can be also injection molded to give it the shape desired for production.
Axial or Isostatic Compaction
The loose powder is filled into a tool die and then pressed using a metal rod acting as a piston. This is called axial compaction. As for isostatic compaction, the term applies to a force that uniformly presses every surface of the compacted object simultaneously. This is a more complex operation, one that requires a form shaping envelope and submersion in a vat of non-compressible fluid. When done in the cold condition it is called cold-isostatic pressing (CIP) or at high temperatures called as hot isostatic pressing (HIP)
Compaction Influencing Variables
Particle shape, Particle size, and compaction pressure all influence the compaction process. Evenly atomized metal grains move over each other uniformly, so part density is predictable. Furthermore, particle shape impacts the pressing action, as does the composition of the metal. Lastly, the inner surface of the die must be as close to frictionless as possible. Die friction causes dimensional inconsistencies.
Whether the compaction force pushes from one direction, or it uniformly presses the fine powder into its final shape, that squeezing energy must be mechanically applied in a controlled and consistent manner. Otherwise, more dimensional inconsistencies such as density variations are likely.
The compaction operation is also a little like a three-dimensional jigsaw, with die sections and cores and upper/lower punch segments. As those parts bear down, a bronze bushing or some other essential component takes shape, then it moves forward to the sintering stage.
Sintering for Strengthening Compact Parts
Once the compaction process is complete, the powder compacts are moved towards the sintering stage. Sintering is a process that involves heating power compact, usually in a protective atmosphere, at a temperature that is below the melting point of the major constituent.
Sintering can be applied at two types of phases – solid sintering phase and liquid phase which can further be divided into transient liquid phase sintering and permanent liquid phase sintering phase.
Powder metallurgy is a technology in which raw material is converted into powder form and then it is powder form is converted again to form a material of required shape, size and strength, and density.
One obvious question that arises is why powder metallurgy is worth considering while vis-a-vis conventional manufacturing process? The answer lies in two major advantages of powder metallurgy – Cost-effectiveness and uniqueness.
Cost-effectiveness
Power metallurgy simply outruns conventional manufacturing processes in terms of cost-effectiveness on the basis of its lower energy consumption, higher material utilization and reduced numbers of process steps.
All these factors are made possible with Powder Metallurgy’s ability to reduce, or even possibly eliminate entirely, the machining operations that would be applied in conventional manufacture.
In order to eliminate machining operations, Powder Metallurgy relies on its abilities to form complex geometrical shapes directly and to hold close dimensional tolerance control in the sintered product.
However, the realization of the cost-effectiveness entirely depends on large production volumes through this route. Otherwise, there would be no opportunity to amortize the costs of the (long-lasting) forming tooling over a sufficient number of parts or to avoid the loss of significant fractions of potential production time in tool changeover/setting operations.
Uniqueness
With powder metallurgy, the desired material can be yielded as it allows control over the combination of chemical constituents, control over microstructure, control over porosity, etc. which are otherwise not feasible with conventional routes. Powder metallurgy allows in an intimate mixed form the processing of a combination of constituents.
Powder metallurgy enables the processing of materials with very high melting points, including refractory metals such as tungsten, molybdenum, and tantalum which are very difficult to produce by melting and casting and are often very brittle in the cast state. The production of tungsten billet, for subsequent drawing to the wire for incandescent lamps, was one of Powder Metallurgy’s very early application areas.
Manufacture of products with controlled levels of porosity in their structure is a major advantage of powder metallurgy. Oil-retaining or self-lubricating bearing is a prime example of powder metallurgy’s longest established application, in which the interconnected porosity in the sintered structure is used to hold a reservoir of oil.
Lastly, powder metallurgy is capable of generating combined material of superior properties, in some cases, often through superior control over microstructure as opposed to conventional casting or wrought routes. Magnetic materials, High-speed steels, and Nickel-or cobalt-based superalloys are prime examples.